Exposed automotive (the steel you see with paint on it, which is most of the painted surfaces on 3/Y) has to have certain properties to be drawn/stamped into very complex forms at relatively thin gauges while still accepting a uniform and durable paint finish - all while maintaining the properties you need to make fixings and hold up over time and accept anti-corrosion coatings before paint and all the other fun stuff. It's hard to make, relatively.
Then there's body stampings that maybe the priority is formability and strength ebcause you'll make the shell and then dip the whole thing so it doesn't need to be perfect cosmetically...but if it's HSS maybe an arc furnace can't hit the properties you need. Arc furnaces can make steel with almost all recycled scrap as feed stock (you'll never get to 100% conversion on a mass basis because all the stuff that isn't iron becomes smoke and slag during the process, and you need to add things back in to hit your chemical composition after you melt everything), but if you can't hit the properties, that's that. This is slowly changing as more arc furnaces adopt new refining techniques, but the best way to get a lot of steel is still to make it "new."
as far as the practical limitations on recycled content in "new" steel, the most scrap you can use in a QBOP or BOP process (the processes used to refine liquid iron into liquid steel) is about 30%, and in reality, it's going to be significantly lower than that in daily operations at most US facilities. Scrap is where the recycled content of "new" steel comes from, it's used for additional iron units and also as a coolant in the modified bessemer process (blowing oxygen through a liquid iron bath to react out the impurities) through which all new steel is made. Typically higher-grade products need less scrap just to make it work right. Economics dictate how much scrap you use to a degree, but the price of scrap echoes the price of steel, obviously. So, more expensive scrap = less recycled content.
Also, individual operations may be able to get 90% of te way there to a customer's properties, but if they don't have the downstream processing infrastructure, they can't get alll the way there...things like pre-casting ladle processing, the integrated "new" steel mills (making "new" steel from stuff we dig out of the ground) are just so good at doing this at scale
I'm speaking very generally here, but I did stay at a holiday inn express while part of the ops team running a high volume liquid steel production shop at one time in my life a mllion years ago, so I know a couple of these things I'm saying are true
Here's how "new" steel is made, in volume (obviously there are small-scale operations that are not making rolls of hot band steel that account for other "new" steel sources like cast parts):

en.wikipedia.org
If you're looking for the latest metals news and prices, you've come to the right place

www.amm.com
The coke (ultra-purified metallurgical coal) feedstock in a blast furnace is eventually pretty much 1 for 1 converted to CO2 during the production of new steel. You mix coke and iron ore and some other stuff in the blast furnace, reduce the oxygen out of the ore, and you get carbon-rich liquid iron, which then goes to the process I described above. So, you're putting carbon in just to take it out again. It's cost efficient at current carbon pricing, but it sounds wild that we still do this if you look at it through a zoomed-in carbon emissions lens and consider our stated climate action priorities, and Tesla's in particular
I can see why Tesla wants to go to cast as much as possible. This also strikes me as one of the reasons Tesla might like a lot of glass and aluminum in its cars one day. Those are both produced through less carbon intense (but still extremely *energy* intense) processes. You can replace a lot of that energy with low carbon alternatives to decarbonize it. But you can't replace coal-derived coke's role in the steel production process, not yet. Maybe you don't have to if you can capture it but we have no clue how to capture CO2 at scale yet other than planting a thousand trees every time we make a car.
anyway, that turned into amini-memo on Tesla's sustainability challenges in body manufacturing, but, thanks for coming to my ted talk, lol
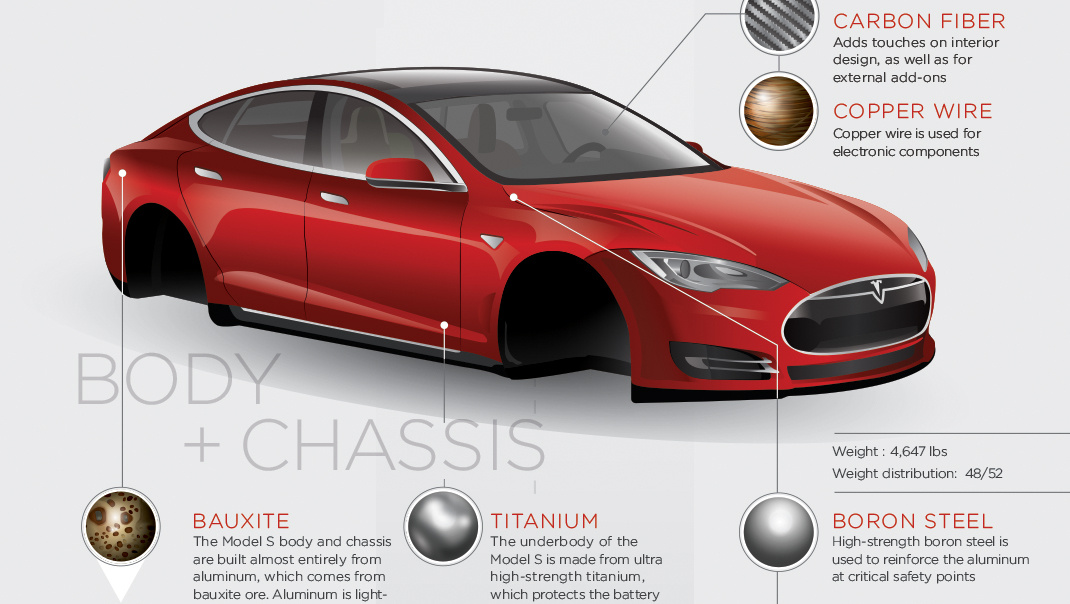
Everybody loves to talk about the drive and the screens but a car is mostly stamped metal and will probably always be. That's where the money is, so to speak, on sustainability IMO (once you stop literally burning carbon to make it go, anyway)



 techcrunch.com
techcrunch.com